Общие сведения о перегонке и ректификации нефти и газов
Перегонка (дистилляция) — это процесс физического разделения нефти и газов на фракции (компоненты), отличающиеся друг от друга и от исходной смеси по температурным пределам (или температуре) кипения. По способу проведения процесса различают простую и сложную перегонку.
Простая перегонка осуществляется постепенным, однократным или многократным испарением.
Перегонка с постепенным испарением состоит в постепенном нагревании нефти от начальной до конечной температуры с непрерывным отводом и конденсацией образующихся паров. Этот способ перегонки нефти и нефтепродуктов в основном применяют в лабораторной практике при определении их фракционного состава.
При однократной перегонке жидкость (нефть) нагревается до заданной температуры, образовавшиеся и достигшие равновесия пары однократно отделяются от жидкой фазы — остатка. Этот способ, по сравнению с перегонкой с постепенным испарением, обеспечивает при одинаковых температуре и давлении большую долю отгона. Это важное его достоинство используют в практике нефтеперегонки для достижения максимального отбора паров при ограниченной температуре нагрева во избежание крекинга нефти.
Перегонка с многократным испарением заключается в последовательном повторении процесса однократной перегонки при более высоких температурах или низких давлениях по отношению к остатку предыдущего процесса.
Из процессов сложной перегонки различают перегонку с дефлегмацией и перегонку с ректификацией.
При перегонке с дефлегмацией образующиеся пары конденсируют и часть конденсата в виде флегмы подают навстречу потоку пара. В результате однократного контактирования парового и жидкого потоков уходящие из системы пары дополнительно обогащаются низкокипящими компонентами, тем самым несколько повышается четкость разделения смесей.
Перегонка с ректификацией — наиболее распространенный в химической и нефтегазовой технологии массообменный процесс, осуществляемый в аппаратах — ректификационных колоннах — путем многократного противоточного контактирования паров и жидкости. Контактирование потоков пара и жидкости может производиться либо непрерывно (в насадочных колоннах), либо ступенчато (в тарельчатых ректификационных колоннах). При взаимодействии встречных потоков пара и жидкости на каждой ступени контактирования (тарелке или слое насадки) между ними происходит тепло- и массообмен, обусловленные стремлением системы к состоянию равновесия. В результате каждого контакта компоненты перераспределяются между фазами: пар несколько обогащается низкокипящими, а жидкость — высококипящими компонентами. При достаточно длительном контакте и высокой эффективности контактного устройства пар и жидкость, уходящие из тарелки или слоя насадки, могут достичь состояния равновесия, то есть температуры потоков станут одинаковыми и при этом их составы будут связаны уравнениями равновесия. Такой контакт жидкости и пара, завершающийся достижением фазового равновесия, принято называть равновесной ступенью, или теоретической тарелкой. Подбирая число контактных ступеней и параметры процесса (температурный режим, давление, соотношение потоков, флегмовое число и др.), можно обеспечить любую требуемую четкость фракционирования нефтяных смесей.
Место ввода в ректификационную колонну нагретого перегоняемого сырья называют питательной секцией (зоной), где осуществляется однократное испарение. Часть колонны, расположенная выше питательной секции, служит для ректификации парового потока и называется концентрационной (укрепляющей), а другая — нижняя часть, в которой осуществляется ректификация жидкого потока, — отгонной, или исчерпывающей, секцией.
Различают простые и сложные колонны.
Простые колонны обеспечивают разделение исходной смеси (сырья) на два продукта: ректификат (дистиллят), выводимый с верха колонны в парообразном состоянии, и остаток — нижний жидкий продукт ректификации.
Сложные ректификационные колонны разделяют исходную смесь более чем на два продукта. Различают сложные колонны с отбором дополнительных фракций непосредственно из колонны в виде боковых погонов и колонны, у которых дополнительные продукты отбирают из специальных отпарных колонн, именуемых стриппингами. Последний тип колонн нашел широкое применение на установках первичной перегонки нефти.
Для разделения бинарных или многокомпонентных смесей на 2 компонента достаточно одной простой колонны (если не предъявляются сверхвысокие требования к чистоте продукта). Для разделения же многокомпонентных непрерывных или дискретных смесей на более чем 2 компонента (фракции) может применяться одна сложная колонна либо система простых или сложных колонн, соединенных между собой в определенной последовательности прямыми или обратными паровыми или (и) жидкими потоками. Выбор конкретной схемы и рабочих параметров процессов перегонки определяется технико-экономическими и технологическими расчетами с учетом заданных требований по ассортименту и четкости разделения, термостабильности сырья и продуктов, возможности использования доступных и дешевых хладоагентов, теплоносителей и т. п.
Четкость погоноразделения — основной показатель эффективности работы ректификационных колонн – характеризует их разделительную способность. Она может быть выражена в случае бинарных смесей концентрацией целевого компонента в продукте. Применительно к ректификации нефтяных смесей она обычно характеризуется групповой чистотой отбираемых фракций, то есть долей компонентов, выкипающих по кривой ИТК до заданной температурной границы деления смеси в отобранных фракциях (дистиллятах или остатке), а также отбором фракций от потенциала. Как косвенный показатель четкости (чистоты) разделения на практике часто используют такую характеристику, как налегание температур кипения соседних фракций в продукте. В промышленной практике обычно не предъявляют сверхвысоких требований по отношению к четкости погоноразделения, поскольку для получения сверхчистых компонентов или сверхузких фракций потребуются соответственно сверхбольшие капитальные и эксплуатационные затраты. В нефтепереработке, например, в качестве критерия достаточно высокой разделительной способности колонн перегонки нефти на топливные фракции считается налегание температур кипения соседних фракций в пределах 10…30 °С.
Установлено, что на разделительную способность ректификационных колонн значительное влияние оказывают число контактных ступеней и соотношение потоков жидкой и паровой фаз. Для получения продуктов, отвечающих заданным требованиям, необходимо, наряду с другими параметрами ректификационной колонны (давление, температура, место ввода сырья и т. д.), иметь достаточное число тарелок (или высоту насадки) и соответствующее флегмовое и паровое числа.
Флегмовое число (R) характеризует соотношение жидкого и парового потоков в концентрационной части колонны и рассчитывается как R = L/D, где L и D — количества соответственно флегмы и ректификата.
Паровое число (П) характеризует соотношение контактирующихся потоков пара и жидкости в отгонной секции колонны, рассчитываемое как П = G/W, где G и W — количества соответственно паров и кубового продукта. Число тарелок (N) колонны (или высота насадки) определяется числом теоретических тарелок (NТ), обеспечивающим заданную четкость разделения при принятом флегмовом (и паровом) числе, а также эффективностью контактных устройств (обычно КПД реальных тарелок или удельной высотой насадки, соответствующей 1 теоретической тарелке). Зависимость числа теоретических тарелок от флегмового числа колонны можно выразить в виде графика, как это представлено на рис. 3.6.
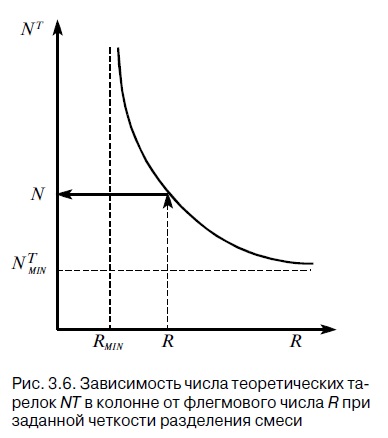
Анализ графика позволяет выявить следующую закономерность, обусловливающая граничные пределы нормального функционирования ректификационных колонн: заданная четкость разделения смесей может быть обеспечена (достигнута) лишь при одновременном выполнении ограничений по флегмовому числу и числу теоретических тарелок:

где – Rмин и N Т мин — минимальные значения соответственно флегмового числа и числа теоретических тарелок.
Любая точка на кривой (рис. 3.6) может быть выбрана в качестве рабочей. Это означает, что заданная четкость разделения смеси может быть достигнута бесконечным множеством пар чисел NТ и R. Как следует из рисунка, флегмовое число, следовательно, и количество орошения в колонне изменяется от минимального значения до бесконечно большой величины; при этом необходимое для обеспечения заданной четкости разделения число тарелок будет изменяться соответственно от бесконечно большой величины до некоторой минимальной. Очевидно, при увеличении количества орошения будут расти эксплуатационные затраты (связанные с расходом энергии на перекачку, тепла в кипятильнике и холода в конденсаторах), а капитальные затраты вначале будут существенно уменьшаться в результате снижения высоты, а затем расти из-за увеличения диаметра колонны. Из опыта эксплуатации колонн установлено, что оптимальное значение флегмового числа, соответствующее минимуму общих затрат на ректификацию (рис. 3.7), не намного превышает минимально необходимое Rмин:

где β — коэффициент избытка флегмы (в пределах 1,0…1,3).
Фактическое число тарелок Nф определяется либо аналитическим расчетом (на ЭВМ с использованием уравнений равновесия фаз, материального и теплового балансов потоков), либо исходя из опытных данных с учетом эффективного КПД тарелки ηТ :

В зависимости от конструкции и места расположения в колонне ηТ изменяется в пределах 0,3…0,9. На технико-экономические показатели и четкость погоноразделения ректификационной колонны, кроме ее разделительной способности, в значительной степени влияют физические свойства (молекулярная масса, плотность, температура кипения, летучесть и др.), компонентный состав, число (би- или многокомпонентный) и характер распределения (непрерывный, дискретный) компонентов перегоняемого сырья. В наиболее обобщенной форме разделительные свойства перегоняемого сырья принято выражать коэффициентом относительной летучести (аналогом коэффициенту разделения (селективности) в процессах экстракции).

Коэффициент относительной летучести — отношение летучестей компонентов (фракций) перегоняемого сырья при одинаковых температуре и давлении:
где К1 и К2 — константы фазового равновесия соответственно низко- и высококипящего компонентов (фракций). Поскольку К1 > К2, то α > 1.
Коэффициент α косвенно характеризует движущую силу процесса перегонки применительно к разделяемому сырью. Сырье, у которого α >> 1, значительно легче разделить на компоненты, чем при его значении, близком к единице.
Относительная летучесть зависит от давления и температуры, при которых находятся компоненты. С увеличением давления и температуры величина α снижается. Вблизи критической области значение коэффициента α приближается к единице.
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ПРОЦЕССОВ ПЕРЕРАБОТКИ НЕФТИ И ГАЗА, С. А. Ахметов, Т. П. Сериков, И. Р. Кузеев, М. И. Баязитов, 2006