Сырье каталитического крекинга
В качестве сырья в процессе каталитического крекинга в течение многих десятилетий традиционно использовали вакуумный дистиллят (газойль) широкого фракционного состава (350…500 °С). В ряде случаев в сырье крекинга вовлекаются газойлевые фракции термодеструктивных процессов, гидрокрекинга, рафинаты процессов деасфальтизации мазутов и гудронов, полупродукты масляного производства и др.
В последние годы в мировой нефтепереработке наблюдается тенденция к непрерывному утяжелению сырья. На современных зарубежных установках перешли к переработке глубоковакуумных газойлей с температурой конца кипения 540…620 °С. На специально запроектированных установках каталитическому крекингу подвергают остаточное сырье: мазуты и даже гудроны или их смеси с дистиллятным сырьем без или после предварительного облагораживания гидроочисткой, деасфальтизацией или деметаллизацией.
Всю совокупность показателей, характеризующих качество сырья, по степени влияния на процесс каталитического крекинга условно можно подразделить на следующие три группы:
- показатели, влияющие на выход (т. е. на материальный баланс) и качество продуктов крекинга: фракционный и групповой химический состав и содержание гетероорганических соединений;
- показатели, влияющие на обратимую дезактивацию катализатора, такие как плотность, коксуемость и содержание сернокислотных смол;
- показатели, влияющие на необратимую дезактивацию катализатора: содержание металлов, прежде всего ванадия и никеля.
По фракционному составу к сырью процесса предъявляются следующие требования:
- практически полное отсутствие бензино-лигроиновых фракций, поскольку в условиях крекинга они претерпевают незначительные превращения, к тому же нерационально загружают реакционный аппарат и отрицательно влияют на октановое число бензина;
- ограниченное (до 10 %) содержание фракций, выкипающих до 350 °С;
- ограниченная температура конца кипения (500…620 °С), что обусловливается концентрированием в высококипящих фракциях коксогенных компонентов сырья (смол и асфальтенов) и гетероорганических соединений и металлов.
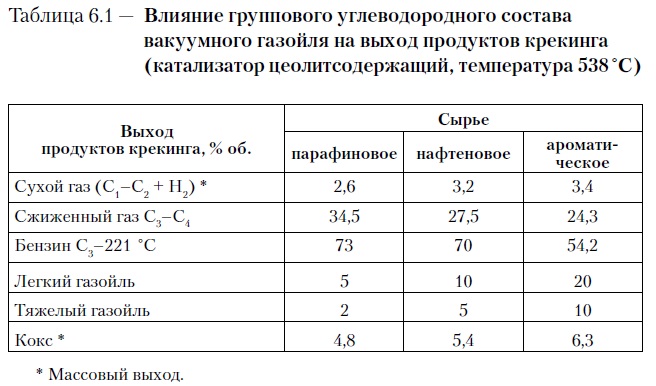
Групповой химический состав сырья более значительно влияет на выход и качество продуктов крекинга. В большинстве вакуумных газойлей, направляемых на каталитический крекинг, в зависимости от типа исходной нефти содержание в них групповых компонентов колеблется в довольно широких пределах: парафиновых 15…35, нафтеновых 20…40 и ароматических 15…60 %.
Как видно из табл. 6.1, наилучшим для каталитического крекинга по выходу целевых продуктов (бензина и сжиженных газов) является сырье с преобладанием парафиновых и нафтеновых углеводородов. Полициклические ароматические углеводороды и смолы сырья в условиях крекинга дают мало бензина и много тяжелых фракций и кокса. Сернистые и кислородные соединения однотипного по химическому составу сырья не оказывают существенного влияния на материальный баланс каталитического крекинга, но ухудшают качество продуктов. Однако следует указать, что с увеличением содержания гетероорганических соединений в сырье, как правило, одновременно повышается содержание в нем полициклических углеводородов и смол.
К компонентам, обратимо дезактивирующим катализаторы крекинга, относят полициклические ароматические углеводороды, смолы, асфальтены и азотистые соединения сырья. Об обратимой дезактивирующей способности сырья можно судить косвенно по плотности, а количественно — по коксуемости, определяемой по Конрадсону. Как правило, чем выше коксуемость сырья, тем больше выход кокса на катализаторе.
Обычно на установках каталитического крекинга преимущественно перерабатывают типовое сырье (вакуумный газойль 350…500 °С) с коксуемостью не более 0,3…0,5 % мас. Если регенератор имеет запас мощности по массе сжигаемого кокса, то может быть использовано сырье с коксуемостью до 2…3 % мас. На специальных установках, предназначенных для крекинга остаточного сырья и имеющих системы отвода тепла из регенератора, допускается коксуемость сырья до 5 % мас.
Обратимыми ядами для алюмосиликатных катализаторов являются азотистые основания: они прочно адсорбируются на кислотных активных центрах и блокируют их. При одинаковых основных свойствах большее дезактивирующее воздействие на катализатор оказывают азотистые соединения большей молекулярной массы. После выжига кокса активность отравленного азотистыми основаниями катализатора полностью восстанавливается. Цеолитсодержащие катализаторы, благодаря молекулярно-ситовым свойствам, отравляются азотом в значительно меньшей степени, чем аморфные алюмосиликатные.
Металлоорганические соединения, содержащиеся преимущественно в высококипящих и особенно остаточных фракциях нефти, относят к необратимо дезактивирующим компонентам сырья крекинга. Блокируя активные центры катализатора, они отрицательно влияют не только на его активность, но и на селективность. Так, по мере увеличения содержания никеля и ванадия, являющихся, как известно, дегидрирующими металлами, в продуктах крекинга интенсивно возрастает выход водорода и сухих газов, а выход бензина существенно снижается.
На установках каталитического крекинга, на которых не предусмотрены специальные приемы по улавливанию или пассивации отравляющего действия металлов, содержание их в сырье нормируется не более 2 г/т.
Для переработки сырья с коксуемостью более 10 % мас. и содержанием металлов 10…30 г/т и более требуется обязательная его предварительная подготовка.
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ПРОЦЕССОВ ПЕРЕРАБОТКИ НЕФТИ И ГАЗА, С. А. Ахметов, Т. П. Сериков, И. Р. Кузеев, М. И. Баязитов, 2006